 當前位置:
當前位置:
 熱門推薦
熱門推薦











友情鏈接



news
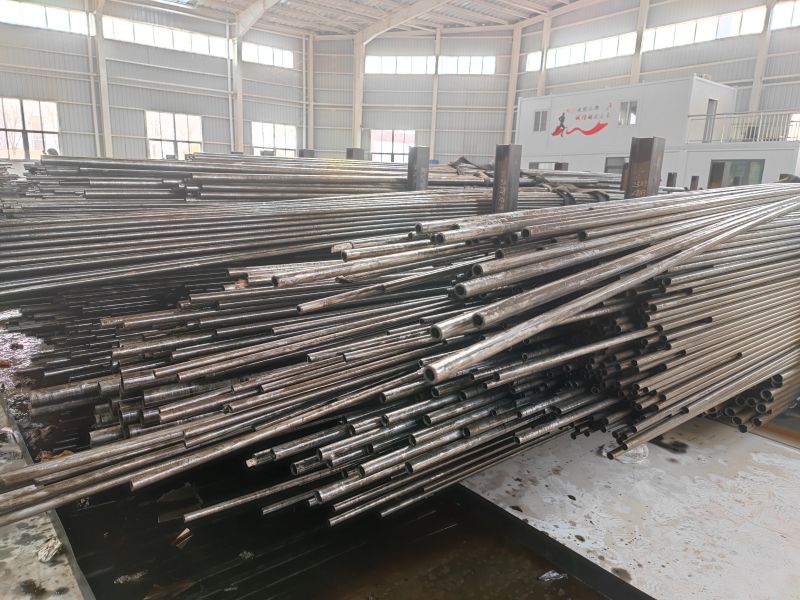
精密無縫鋼管改進厚壁精度的方式有什么,下邊精密無縫鋼管生產廠家工作人員和大伙兒一起開展討論。
一、精密無縫鋼管的加溫溫度。
溫度應勻稱上升,禁止溫度過高。每一次升降機溫度維持穩定遲緩,很大升降機溫度維持在30℃下列。
二、可以信賴的滾桶。
明確安心輥的安裝是不是立即的,相關抱芯輥的管理處、打開視角和每個部位的張口規格是不是一致,抱芯輥管理處要放到冷軋在網上。
三、冷軋軸。
保證 穿孔機冷軋中心線與轎車破孔中心線一致,避免 “上冷軋”或“下冷軋”,使精密無縫鋼管在破孔時維持承受力勻稱。
四、冷軋專用設備。
對受毀壞的頂部、擴孔鉆頭、熱軋卷板等冷軋常用工具應立即拆卸拆換。
五、冷軋機床的專用型安裝。
冷軋在網上的熱軋帶鋼間隔和導距管理處務必是確保熱軋帶鋼導距和熱軋帶鋼中心線在破孔處,即上下輥距一致,左右輥距一致。
六、破孔小鏈扣。
一般采用直徑為Φ108mm-Φ114mm、壁厚規定≥25mm、壁厚勻稱的精密無縫鋼管。
七、擠壓成型表芯軸。
軸芯應選用厚度稍厚的無縫鋼管生產生產加工,針對型號規格較小的軸芯,可采用實芯坯料替代。選用壁厚均勻的精密無縫鋼管和實芯坯料,可大幅度降低芯棒彎曲形變概率,有效提升 精密無縫鋼管薄厚精度。
八、芯棒精度。
軸芯的長細比十分大,一般挑選車前直徑后走口電弧焊接電焊焊接,或挑選長料后馬上切削成型。軸芯外加工精度操縱在±0.mm,軸芯直度出現偏差的原因不超過5mm。在電弧焊接電焊焊接全過程中,將一個生產加工銷部插進芯棒正中間,使之精準定位,以防止因為電弧焊接電焊焊接造成的總直度出現偏差的原因。




